3Dプリンタ用スライサソフト「Ultimaker Cura」の設定(ANYCUBIC MEGA-S 向け)
本投稿は,3Dプリンタ「ANYCUBIC MEGA-S」向けの,スライサソフト「Ultimaker Cura」における諸設定に関する投稿です.本投稿における「Ultimaker Cura」のバージョンは4.8.0です(公式のDLページ).
本投稿は,末尾に記載する参照サイト[1]と内容の多くは重複していますが,筆者自身の手元に情報を記録し残しておくことを目的とした備忘録になります.
目次
1. Quality
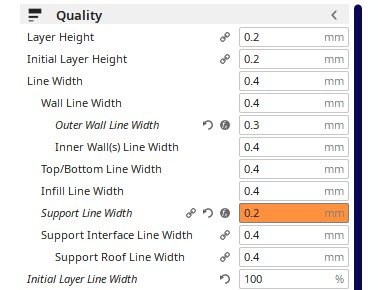
- Support Line Width:0.4mm → 0.2mm
サポート材の太さ.「フィラメントの消費量」「出力後のサポート材の取り外しやすさ」を向上させる目的で,サポート材の幅を細くする.
- Outer wall Line Width:0.4mm → 0.3mm
外周のラインの太さ.層と層の幅が細く(低く)なることで積層痕が目立ちづらく,見た目を綺麗にできる.
- Initial Layer Line Width:140% → 100%
初期レイヤー(一層目)のラインの幅.太くすることで一層目の定着を良くすることと,太くなることで出力物の形状に誤差が生じる問題との,トレードオフの関係.
なぜか100%でも,一層目だとビルドプレートのある位置だけ細く(薄く)出力されてしまう状況を観測している(他の設定項目が影響してるのかな?).その問題を解決するために後述の設定でRaftを出力させ,目的の出力物そのものには影響をしないようにしている.そのため,一層目(=Raft)のライン幅に対しては「フィラメントの消費量」の観点から100%にしている.
2. Shell
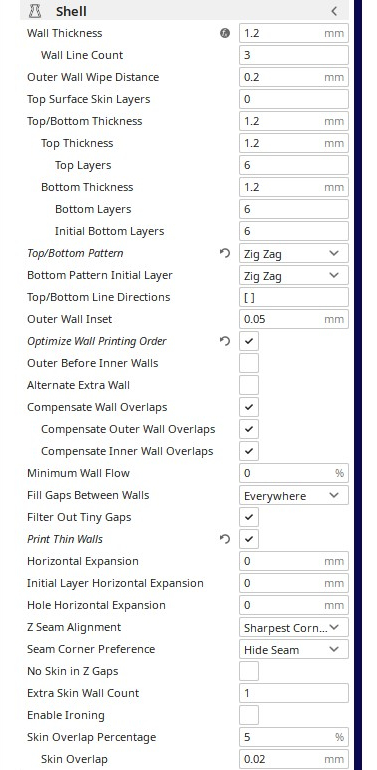
- Top/Bottom Pattern:Lines → ZigZag
リトラクション(非出力の瞬間におけるフィラメントの引き戻し)やトラベル(非出力時のX/Y方向のエクストルーダの移動)が少なくなり,品質が安定する[1]らしい.
- Optimize wall Printing Order:非チェック → チェック
壁の印刷順序の最適化.リトラクション回数とトラベル距離を減少させる.多くの場合はこれにより印刷時間の短縮に繋がる(場合によっては,より長い時間がかかる場合もある).
初期レイヤーの接着タイプにbrimを設定している場合,初期レイヤーは最適化されない.
- Print Thin Wall:非チェック → チェック
薄い壁の出力.ノズルサイズよりも水平方向に薄く出力する.
3. Infill
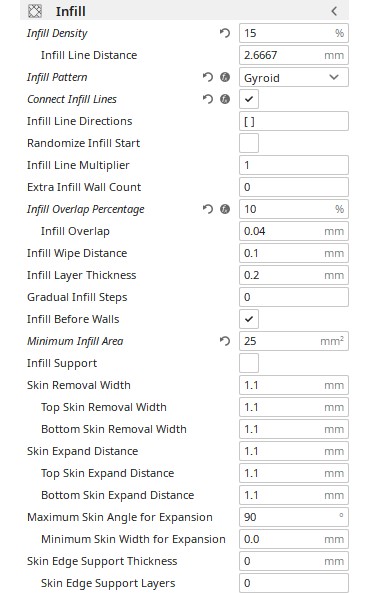
- Infill Density:25% → 15%
充填密度.この設定は,7つの設定項目――Top Layers,Bottom Layers,Infill Line DIstance,Infill Pattern,Infill Overlap Percentage,Infill Overlap,Skin Edge Support Thickness――に影響を及ぼす.
Infill PatternとMinimum Infill Areaとの兼ねあわせで,15%でも強度が担保でき得る[1]らしい.
また,モックの場合は8%でも事足りる[1]らしい.
- Infill Pattern:ZigZag → Gyroid
充填パターン.強度面だけでなく,曲線的なパターンであるため,透明のフィラメント使用時でも透けてインフィルが見えづらくなる利点もある[1]らしい.
- Connected Infill Lines:非チェック → チェック
インフィルと内壁の接点の接続.インフィルが壁に密着しやすくなり,垂直面の品質に対するインフィルの影響を減らせる(インフィルパターンによって効果に違いあり).
この設定を無効にすると,フィラメント消費量を減らせる.
- Infill Overlap Parcentage:15% → 10%
インフィルと壁とのオーバーラップ(重り)具合.わずかにオーバーラップさせることで,壁とインフィルをしっかり接合させる.
Infill Overlapに影響を与える.また,Infill DensityとInfill Patternの影響を受ける.
出力物の表面にインフィルの模様が出てしまう場合は,この割合を小さくすることで解消される.
- Minimum Infill Area:0mm^2 → 25mm^2
インフィルパターンで充填する最小値.この値よりも小さな領域にはインフィルパターンでの充填を行わず,代わりにスキンを使用する(=中を埋め尽くすように充填した状態).
4. Material
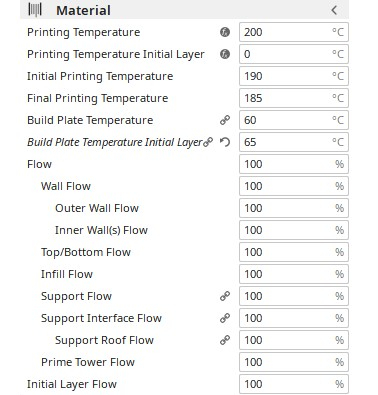
- Bulid Plate Tempture Initial Layer : 60℃ → 65℃
初期レイヤーにおけるビルドプレートの温度.
5. Speed
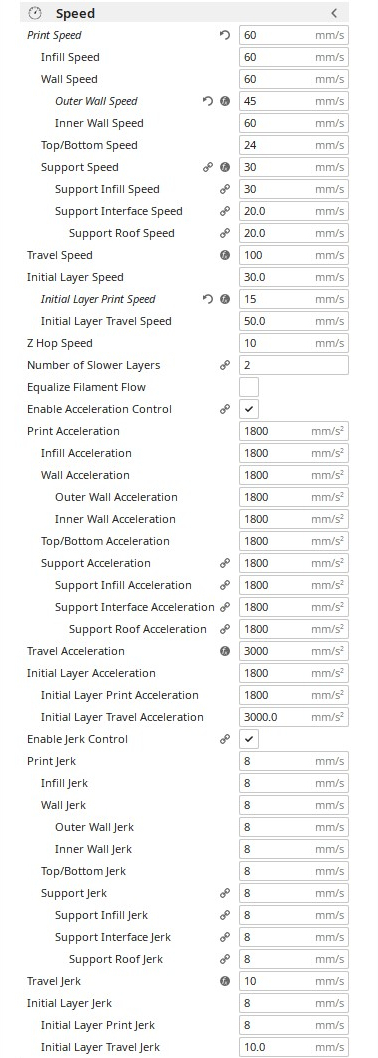
- Print Speed:50mm/s → 60mm/s
出力の速さ.
- Outer Wall Speed:[PrintSpeedと同値] → 45mm/s
外壁出力の速さ.外壁出力時は速さを下げることで,出力時のエクストルーダの振動を低減し,外観を綺麗にすることに繋がる.
- Initial Layer Print Speed:30mm/s → 15mm/s
初期レイヤー出力の速さ.速さを下げることで,初期レイヤーの定着を向上させる.
- Initial Layer Travel Speed:[Initial Layer Print Speedと同値] → 50mm/s
初期レイヤーのトラベルにおける速さ.
6. Travel
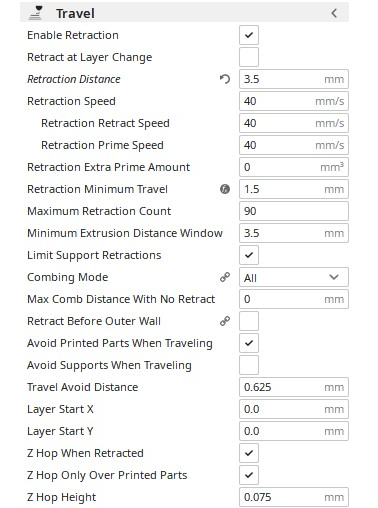
- Retraction Distance:6mm → 3.5mm
リトラクションさせる距離.
7. Cooling
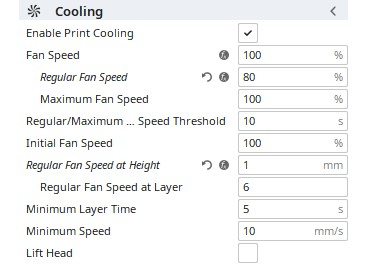
- Regular Fan Speed:100 → 80%
通常のファンの速さ.大きなものを出力する際に,出力物の収縮緩和に繋がる[1]らしい.
- Regular Fan Speed at Height:0.6mm → 1mm
高さにおける通常のファンの速さ.指定した高さまでは,通常のファンの速さが適応される.つまり初期レイヤーに対してはファンの速さを上昇させず出力させ,定着しやすくする.
この設定は,通常は算出されるが,絶対値で指定できる.
8. Support
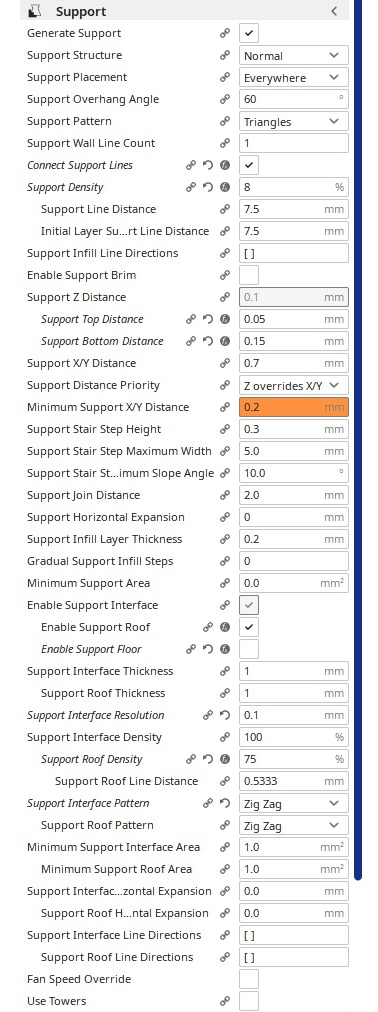
- Connect Support Lines:非チェック → チェック
サポートの端を接続する.接続することで,サポートが頑丈になり,フィラメントの押し出し不足も軽減できる.
- Support Density:15% → 8%
サポート密度.Connect Support Linesで頑丈になった分,密度を下げてシュル直時間の短縮を狙う.
- Support Top Distance:0.1mm → 0.05mm
サポートの距離(上面).サポートの上部からプリントまでの距離.値が小さすぎると,安定したサポートを作れる反面,密接にくっつきすぎて出力後に取り除きづらくなる.
- Support Bottom Distance:0.1mm → 0.15mm
サポートの距離(底面).サポートの上部からプリントまでの距離.値が小さすぎると,安定したサポートを作れる反面,密接にくっつきすぎて出力後に取り除きづらくなる.
- Enable Support Floor:チェック → 非チェック
サポートフロアの有効.サポート下部と出力物との間にスラブを生成する.これにより,サポートとモデルとの間にはスキンが生成される.
- Support Interface Resolution:0.3mm → 0.1mm
サポート中間層の処理.サポートの上下に出力物そのものがある場合,指定された高さに伴う処理を施す.指定した値よりも低い場合は積層が遅くなり,高い場合は通常のサポートが出力される.
- Support Roof Density:100% → 75%
サポートの上面の密度.
- Support Interface Pattern:Concentric → ZigZag
サポート中間層のパターン.
- Fan Speed Override:非チェック → チェック
ファンの速さの上書き.有効にすると,サポートのすぐ上のスキン領域において,冷却ファンの速さが変更される.
9. Build Plate Adhesion
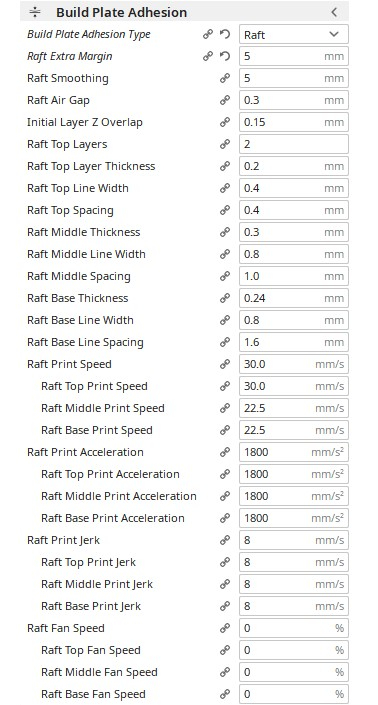
- Build Plate Adhesion Type:Raft
ビルドプレートの接着タイプ.Raftの有無や,その他のタイプを選べる.
一層目だとビルドプレートのある位置だけなぜかフィラメントが薄く出力されてしまうため,目的の出力物そのものに影響しないよう,Raftを用いる.